What is the best practice for changing the planned work location on a production order?
Context: We have 5 CNC grinding machines, but due to part size and tooling restrictions, certain parts can only be run on certain machines, and some have multiple options for which machine they can run on. If this wasn’t an issue, I would just use the parallel operation feature, but instead I have to pick and choose which machine will run each order.
Example: CNC 1 is currently running a part but CNC 2 is free and has the ability run a different part. However, the default labor plan has the part scheduled for CNC 1.
So far, the best workaround I have is to change the order specific labor plan, but that is tedious because there is essential information under each operation of the work location that needs to be copied over to the new machine operations. I thought about making our CNC area as a whole the work location with the different machines as build operations, but the restrictions I mentioned above may cause the location to be over or under scheduled. Is there a better way to change the scheduled work locations?
When managing production orders in Cetec where certain parts can only be run on specific CNC machines due to size and tooling restrictions, the best practice is to create alternate routings or labor plan variants for each part.
Each variant would correspond to a different machine capable of running the part. This allows you to assign the appropriate routing or labor plan to the production order based on machine availability without losing important operation details.
While it may be tempting to use the entire CNC area as a single work location and model individual machines as operations, this approach can lead to scheduling inaccuracies if not carefully managed. Instead, it’s better to keep tooling and labor data consistent across your variants to reduce redundant effort and enable easy switching when scheduling changes arise. This way, you maintain flexibility in scheduling and capacity planning while respecting machine-specific constraints.
If necessary, documenting machine assignments or restrictions at the operation level can also help keep everyone aligned. Overall, this approach streamlines the process and avoids the tedious manual copying of operation details when changing work locations on production orders.
Thanks for the tips. I had considered this, but I don’t think this will be feasible for us as the CNC area is just an example of the issue. Our parts usually go through other production steps as well that all have multiple options for machines that can be used. We have 3 cutters, 5 CNCs, 2 strengthening baths, and 3 printers… All of the machines are different to the others in their location to allow for more versatility, and many of our parts require processing in all of the above areas…
Maybe I could request a feature: A simple dropdown on the order-specific labor plan where you could change the location for just that order, while keeping the build operations intact. Don’t know if that is a possibility, but it is the only real fix I can think of.
Thanks for walking through this with me, your use case makes total sense, and I can see why the default labor plan approach has been frustrating given the need to preserve detailed work instructions tied to each specific machine.
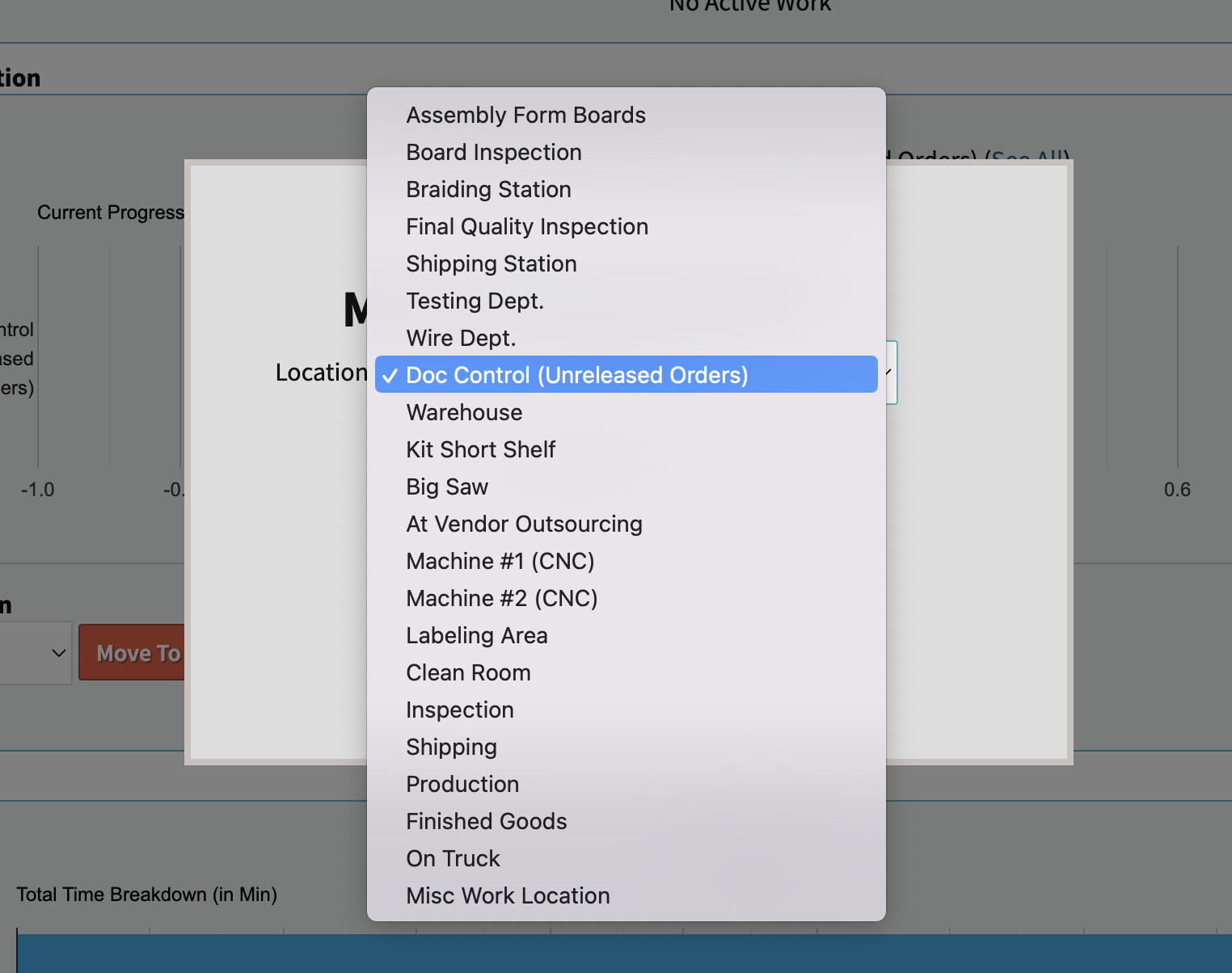
From what I can tell, there is a pathway to allow shop floor users to reassign an order from one machine to another within a group, using the “Can Change Order Location Group” permission in the role-based security config. That said, it’s not fully constrained… it lets you change to any work location, not just those inside the same Location Group, so it doesn’t enforce those boundaries as strictly as you’d expect.
Still, this does offer a way to shift an order to another CNC machine without having to rebuild the labor plan or lose operation data.
As for scheduling and planning: Cetec doesn’t currently treat that reassignment as meaningful for capacity or load balancing purposes. If that’s important to you, the workaround I’d suggest is to define a kind of “parent” work location (e.g. “CNC”), set its capacity to one machine, and then allow parallel scheduling up to the number of physical machines in that group. So if you have 5 CNCs, you’d allow up to 5 orders to schedule against the “CNC” location. Then, when it’s time to run the job, your floor staff could assign the order to a specific machine within that group (e.g. Machine #2).
It’s admittedly not a perfect solution, but it might strike the right balance between scheduling visibility and flexibility on the floor.
Let me know if that seems workable for Agama… or if there’s something else you’re trying to achieve that this wouldn’t quite cover.
I’ll try this method out and see how it works. It sounds a bit similar to the workaround I am using now… Which is to schedule all the work on one machine and block out the others at the same time. Both methods certainly aren’t clean and might get even more messy with large amounts of orders. Maybe with the config change for production employees, it might be manageable.
If it doesn’t let me know. Can always pursue development, just want to always point users to out-of-the-box first, even if it’s 75%-90% of the way there. Keep me in the loop!